Software de programación GX Developer FX
El potente software basado en Windows™ es sencillo y fácil de instalar en PC y admite los PLC serie FX de Mitsubishi. El software es fácil de usar con una interfaz intuitiva y una curva de aprendizaje corta. Permite programar sus propios bloques de funciones y tiene una amplia gama de utilidades disponibles para configuración. También puede probar todas las funciones clave de sus programas antes de aplicarlas con el modo de simulador de fuera de línea GX.
Características y ventajas
• Compatible con programas creados con MELSEC
• La información puede transferirse a y desde archivos de Excel
• El navegador de proyectos proporciona un resumen claro de todo un proyecto
• Posibilidad de cambio durante el funcionamiento
• Potentes funciones de control y prueba
• Diagrama de escalera, lista de instrucciones o formatos de programación SFC
• Mensajes cómodos en Microsoft Windows
• Requisitos mínimos del sistema: Windows 98, 2000 y XP (SP1 y SP2), Pentium 133 MHz con 32 MB de RAM
• Simulación fuera de línea para todos los tipos de PLC
• Sin necesidad de hardware
• Cable de programación SC-09 incluido
• Solo está disponible la versión en inglés
Programación con GX Developer

CREACIÓN DE UN PROYECTO NUEVO:
Para empezar un proyecto nuevo hay que clicar sobre la opción del menú principal “Project-New project…”.
Con esto se abrirá el siguiente formulario:

A través de la opción
PLC Series(1) se puede seleccionar la serie de PLC’s con la que se va a trabajar.
Con la opción
PLC Type (2) se escogerá el modelo de CPU apropiado.
Program type (3) debe escogerse entre trabajar con lenguaje de contactos (LADDER) o a través de diagrama de flujo SFC.
Para la serie Q, hay la posibilidad de seleccionar el Label setting, que permite trabajar
utilizando la programación por Etiquetas (labels) o con etiquetas y Bloques de función (FB).
La opción 4 sirve para crear directamente un archivo de dispositivos, con el que iniciar los valores de las variables (datos D y marcas de bit M).
Si no se selecciona, tenemos la posibilidad de activarlo durante la ejecución del proyecto.
Si se activa el Setup project name (5) tenemos la posibilidad de darle un nombre al proyecto, así cuando se quiera guardar el proyecto no será necesario teclear el nombre del archivo.
ENTORNO DE PROGRAMACIÓN:
Cuando se abre un nuevo proyecto aparece en la pantalla el entorno de
programación. Es desde esta pantalla desde donde deberemos programar y configurar
el autómata.
En la parte izquierda aparece el Project data list, éste sirve para separar las diferentes secciones de que consta el proyecto. Program, Device comment, Device memory, Device init y Parameter (PLC Parameter, Network Parameter).
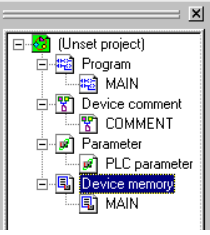
Clicando en este árbol sobre la selección adecuada se puede acceder a cada una de estas secciones.
PROGRAM:
Desde Program tenemos el programa principal (en este caso es MAIN), si se trabaja con un autómata de la serie Q/QnA aquí puede aparecer una lista de programas ya que las CPU’s de esta serie pueden trabajar en un entorno
multiprograma (trabajando con varios módulos programados de manera independiente y juntados por la CPU a través de varios modos de funcionamiento).
Con las series FX/A se trabaja con un programa que por defecto se llama MAIN (aunque puede ser
modificado el nombre).
PARAMETER:
Con el formulario que aparece si se selecciona Parameter-PLC
Parameter obtenemos el entorno de configuración del autómata. En este formulario aparecen varias solapas desde las cuales accedemos a cualquier tipo de información que pueda necesitar el PLC para saber como debe funcionar.
Estos parámetros deben descargarse al autómata conjuntamente con todo el programa en el momento en que pasamos el proyecto al PLC
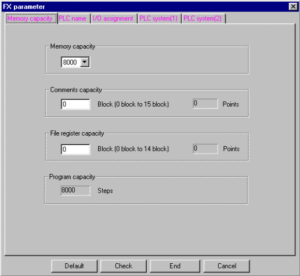
El puerto de comunicaciones, la organización de la memoria de programa y datos, el tipo de ejecución de cada programa que ejecuta el PLC, rango de dispositivos retentivos, organización de las tarjetas de PLC conectada, direccionamiento, etc… son algunas de las cosas que pueden ser configuradas desde esta sección.
Tenemos también la posibilidad de acceder (en series superiores) a los parámetros de configuración de redes como Ethernet, CC-Link o MELSECNET/10 y MELSECNET/H a través del Network parameter.
Las opciones disponibles para configurar el autómata difieren en cada serie utilizada, por lo que se omite su explicación en esta guía (ver manual correspondiente de cada serie de autómatas).
DEVICE COMMENT:
Utilizando la sección Device comment pueden ser comentadas las variables utilizadas en el proyecto. Aparece un formulario desde el cual podemos escribir un texto asociado a cada dispositivo.
DEVICE MEMORY:
Si desplegamos el menú Device memory podemos ver todos los dispositivos del autómata (D, M…) para poder configurar su estado inicial.
Posteriormente, en el momento de la descarga del programa al PLC, pueden ser también transferidos todos estos datos iniciales para los dispositivos indicados.
NOTA:
Si se quieren mantener en la memoria del PLC los datos transferidos, deben ser mapeados en posiciones retentivas. Los autómatas Mitsubishi tienen zonas de memoria de dispositivos D y M volátiles, por lo tanto cuando el autómata pasa a estado STOP, éstos se pierden y pasan a tener un valor de cero, mientras que los D y M retentivos se mantienen con el mismo valor que tenían en el momento de pasar a STOP o quitar tensión en el PLC.
Para más información sobre el rango de dispositivos D y M retentivos que tiene cada serie de autómatas o como configurarlo desde la configuración de parámetros, referirse al manual correspondiente.
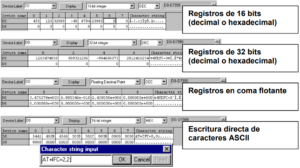
Desde esta pantalla se pueden configurar los registros en diferentes formatos: a 16 bits, 32 bits (en decimal o hexadecimal), en coma flotante (para modelos que tienen esta posibilidad), o incluso escribir directamente un texto y almacenar el código ASCII correspondiente a cada carácter en registros consecutivos (D).
DEVICE INIT:
Esta sección sólo está disponible en autómatas de las series Q/QnA. Sirve para asignar valores creados con el Device memory, de manera que sean considerados por el PLC como valores iniciales de variables.
En esta ocasión, los valores descargados al autómata pasan a ser los valores por defecto de las variables asignadas.

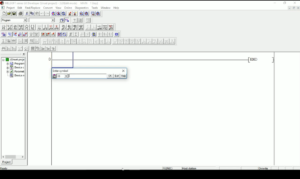
EDITANDO PROGRAMA:
EDICIÓN DE PROGRAMA EN LENGUAJE DE CONTACTOS (LADDER)
En la parte superior hay una colección de botones dedicados a la inserción de
contactos y bobinas en la pantalla de edición.
Se tiene la posibilidad de insertar componentes a través de estos botones, desde el menú general (Edit – Ladder symbol…) o con la utilización de teclas abreviadas.
![]()
En los botones se puede ver, de forma abreviada, cual es la tecla o
combinación de teclas que deberemos pulsar para insertar en la pantalla de edición un
componente de programación. Las abreviaturas tienen el siguiente significado:
(s__SHIFT, c__CTRL, a__ALT, ca__CTRL+ALT)
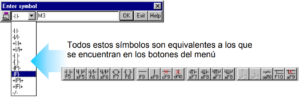
Cuando se inserta un componente aparece en pantalla el formulario de
inserción Enter symbol desde el cual escribiremos el nombre del contacto/bobina o la
instrucción a pegar.

1. Clicando sobre este icono podemos hacer que la edición se repita una vez detrás
de otra hasta que se desactive.
2. A través de este cuadro puede ser cambiado el componente a insertar en la
pantalla de edición.
3. Se escribe en este cuadro de texto el contacto/bobina o instrucción a ejecutar. Si es una instrucción se tecleará el nombre de ésta seguido de todos sus parámetros separados por espacios en blanco. (por ejemplo MOV K3 D10)
4. Botones de confirmación (OK) y salida sin edición (Exit). Se puede confirmar
también a través de la tecla RETURN.
5. Si se pulsa el botón Help podremos acceder al menú de ayuda. En este menú encontraremos un formulario que nos puede ser muy útil para saber como eran los parámetros de una función, o simplemente buscar una función para insertarla en el editor.
Si entramos en la opción Help, tenemos dos posibles caminos para encontrar la instrucción que queremos ejecutar: Instruction selection e Instruction retrieval.
A. Con Instruction selection se selecciona el tipo de instrucción que queremos buscar (o sea, a que grupo pertenece: instrucción de comparación, de control de flujo del programa, operación lógica, de rotación…etc).
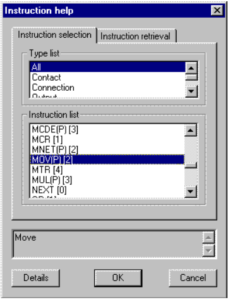
Seguidamente, una vez seleccionada la instrucción, podemos acceder a una explicación del funcionamiento y de los parámetros que deberían ser insertados. (figura C).
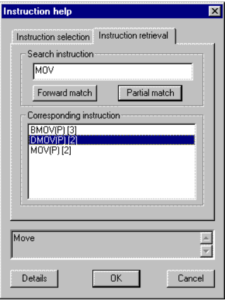
B. Con instruction retrieval se debe escribir el nombre de la instrucción a buscar, o parte de esta, para que se muestren por pantalla una lista de instrucciones que tienen un fragmento de caracteres iguales al texto entrado en el cuadro Search instruction.
También, una vez se ha encontrado la instrucción, se puede acceder a un formulario detallado de instrucciones.
C. Con la opción Details se visualiza el siguiente formulario con el cual podemos insertar los parámetros de la instrucción y podemos ver, además, una explicación detallada de su funcionamiento.

PARTE 1
El significado de automatización hace referencia a los trabajos realizados por un operario humano y que en la Industria 4.0 pasan a ser automátizados y sustituidos por una máquina automática, un software informático o por un robot.


TIA Portal es un software que integra todos los componentes de las máquinas para controlar procedimientos y operaciones. Al ser una aplicación es modular, es posible añadir nuevas funcionalidades que se adapten a las necesidades de la aplicación.
Es ideal para hardware que utilizan el S7-1200 y S7-1500. Es una realidad que los nuevos paneles funcionan mejor con este programa. Además, se obtiene una fácil migración de los proyectos con sistemas ya existentes.



Existen dos vertientes de normativa relacionadas. La que afecta a los equipos empleados en zonas ATEX y la que afecta a la determinación de zonas ATEX en las zonas de trabajo.
Analizaremos primero nuestra perspectiva, la del fabricante y distribuidor. Para la fabricación y distribución de equipos ATEX aplica la Directiva de productos ATEX 2014/34/EU. Esta Directiva europea es posteriormente traspuesta a la normativa local de cada país miembro dentro de la UE.



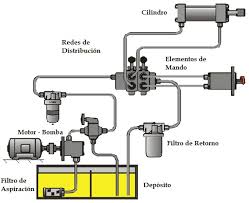
Se puede definir la neumática, como el conjunto de tecnologías que usan un gas como medio para transmitir energía.
El proceso es sencillo y a la vez tiene una cierta complicación debido a los elementos requeridos para su aplicación. En el proceso se aprovecha la capacidad de compresión de los gases para acumular energía, al aumentar la presión de los mismos en el interior de recipientes o circuitos.

M a s . . .
Software de programación GX Developer FX
El potente software basado en Windows™ es sencillo y fácil de instalar en PC y admite los PLC serie FX de Mitsubishi. El software es fácil de usar con una interfaz intuitiva y una curva de aprendizaje corta. Permite programar sus propios bloques de funciones y tiene una amplia gama de utilidades disponibles para configuración. También puede probar todas las funciones clave de sus programas antes de aplicarlas con el modo de simulador de fuera de línea GX.
TIA PORTAL ,Parte 2 , Lenguaje Estructurado SCL _1
SCL es un lenguaje de texto estructurado cuya sintaxis es similar a otros lenguajes de alto nivel y propósito general como el Pascal o el C , además , es un leguaje de control basado en texto ,se utiliza para la ejecución de cálculos complejos , algoritmos y operaciones con datos .
Se corresponde con la norma IEC 61101-3(ST)
Un plano eléctrico es la representación de los diferentes circuitos que componen y definen las características de una instalación eléctrica y donde se detallan las particularidades de los materiales y dispositivos existentes.
La instalación eléctrica se puede representar sobre uno o varios planos diferentes.
Para representar estos planos pueden utilizarse diferentes tipos de esquemas eléctricos normalizados y estandarizados, entendiendo como esquema eléctrico el conjunto de conexiones y relaciones eléctricas coherentes mediante símbolos de los componentes de un sistema eléctrico.

EPLAN Electric P8 es un sistema de ingeniería consistente, integrado y rápido que se utiliza para planificar y diseñar la ingeniería eléctrica de máquinas y sistemas de planta.
El software es compatible con una amplia variedad de métodos de ingeniería: desde la creación manual hasta una planificación estandarizada basada en plantillas.
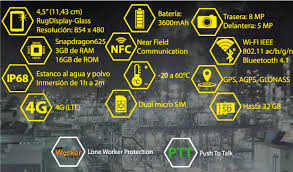
Evitar explosiones eficazmente: introducción a la
protección ATEX
Existen dos vertientes de normativa relacionadas. La que afecta a los equipos empleados en zonas ATEX y la que afecta a la determinación de zonas ATEX en las zonas de trabajo.
Analizaremos primero nuestra perspectiva, la del fabricante y distribuidor. Para la fabricación y distribución de equipos ATEX aplica la Directiva de productos ATEX 2014/34/EU. Esta Directiva europea es posteriormente traspuesta a la normativa local de cada país miembro dentro de la UE.
VISIÓN ESTRATEGICA ENERGÉTICA
- En el corto plazo, el nuevo plan estratégico 2021-2023 aumenta las inversiones un 25% hasta 7.900 millones para acelerar la descarbonización y la digitalización.

VISIÓN ARTIFICIAL
La visión artificial ayuda a resolver tareas industriales completas en forma confiable y consistente

ENERGY EFFICIENCY IN INDUSTRY
La industria, sector intensivo en el consumo de energía, ha sido uno de los sectores en el que más han incidido las actuaciones orientadas a mejorar la eficiencia energética.
TECNOLOGÍAS
El concepto de tecnología puede ser bastante amplio, ya que ha estado presente en la humanidad desde la invención de utensilios, herramientas y técnicas.

Meet Crossrail’s giant tunnelling machines

Python desde cero
LESSON TWO
Variables en Python
Las variables son uno de los dos componentes básicos de cualquier programa.
En su esencia, un programa está compuesto por datos e instrucciones que manipulan esos datos. Normalmente, los datos se almacenan en memoria (memoria RAM) para que podamos acceder a ellos.
Entonces, ¿qué es una variable? Una variable es una forma de identificar, de forma sencilla, un dato que se encuentra almacenado en la memoria del ordenador. Imagina que una variable es un contenedor en el que se almacena un dato, el cuál, puede cambiar durante el flujo del programa. Una variable nos permite acceder fácilmente a dicho dato para ser manipulado y transformado.

LA EFICIENCIA ENERGÉTICA puede significar la
diferencia entre rentabilidad y pérdidas económicas.
Producción más limpia :
Se utiliza para acelerar la aplicación de estrategias ambientales preventivas a procesos, productos y servicios, para aumentar la eficiencia y reducir los riesgos para los seres humanos y el medio ambiente.
Aborda,
a) Eficiencia productiva: optimización del uso productivo de los recursos naturales (materiales, energía y agua);

LA AUTOMATIZACIÓN Y LA EFICIENCIA ENERGÉTICA ,
es la diferencia entre ahorro y perdidas económicas.
Los conceptos de automatización eficaces están basados en componentes multifuncionales sin las limitaciones de rendimiento causadas por los procesadores, la memoria o la tecnología de la comunicación.
Algunos conceptos como el funcionamiento determinístico en multitarea, tiempos de reacción mínimos o un concepto de software completo son elementos básicos en el ahorro de energía en los servo-accionamientos.

APRENDER PROGRAMACIÓN con PYTHON , DATOS
BÁSICOS DE PYTHON , PARA PRINCIPIANTES , Parte 3
Los tipos de datos
En cualquier lenguaje de programación de alto nivel se manejan tipos de datos. Los tipos de datos definen un conjunto de valores que tienen una serie de características y propiedades determinadas.
En Python, todo valor que pueda ser asignado a una variable tiene asociado un tipo de dato.
En Python todo es un objeto. Así que los tipos de datos serían las propiedades y las variables serían las instancias (objetos) de los tipos de datos.
